辊轧机轧线出现飞边及脱皮的解决办法
辊轧机在轧制过程中出现线材产生飞边或脱皮的现象原因很多,从原材及生产工艺,如锡锭有熔炼温度,线材的挤压温度及速度,均会对线材在辊轧产生一些影响。下面针对在机械方面存在的问题,提供解决修正方法和排除:
1、先观察产生飞边的轧辊的进线时有没有出现扭线,即椭圆的轴线方向发生了改变,线材的走向从①扭转了方向变成了②的走向,本来应该以①状态进入轧辊的,但改变为②的状态进入轧辊,在这种形况下,就会很容易产生飞边的现象,临时解决方法:使用尖嘴钳子把线材从②的状态扭正为③的状态,扶正线材后观察是否能消除飞边现象,如下图所示:
【上一篇】挤压机的使用和维护1、先观察产生飞边的轧辊的进线时有没有出现扭线,即椭圆的轴线方向发生了改变,线材的走向从①扭转了方向变成了②的走向,本来应该以①状态进入轧辊的,但改变为②的状态进入轧辊,在这种形况下,就会很容易产生飞边的现象,临时解决方法:使用尖嘴钳子把线材从②的状态扭正为③的状态,扶正线材后观察是否能消除飞边现象,如下图所示:

如果按照以上的方法还会有飞边的现象时,则需对轧辊进行调整,如轧辊出现下图情形时也会引起线材有飞边现象:
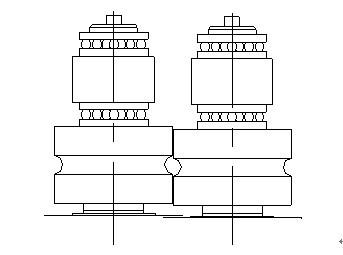
从一图可以看出,两个辊轧轧线槽不在同一中心线上,产生了错位,必定会导致线材产生飞边现象,解决办法如下,按下图指示操作:
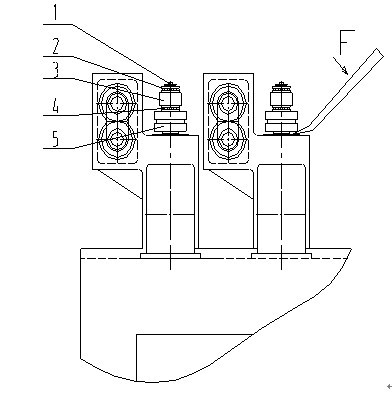
序号表示:1. 螺钉 2.平面轴承 3.轴承座 4.平面轴承 5.轧辊
需要调平整同一组的两个轧辊,先拧松1. 螺钉,运行机器试轧制线材,让在轧制过种程中两轧辊自动调正,观察轧过程中线材出现的飞边现象是否有改善,如果轧制的线材能达到要求,则把之前松开的螺钉稍为紧固,防止螺钉脱落。
如果按上面的方法没有效果,则需进一步调整,按以下操作:按上图所示,依次拆卸下序号表示零件,1. 螺钉 2.平面轴承 3.轴承座 4.平面轴承 5.轧辊,使用头部扁平的橇棍,如图所示往F方向下压,就可以方便地把轧辊从轴上拆除下来,这后可以把轧辊的左右位置对调后重新安装,或对调轧辊下面的垫片也会改变轧辊的水位置。
2、采用以上方法均没有改善,还会出现严重的飞边或拱线的现象时岀还需进一步作调整,先确定是那对轧辊产生飞边的,对其作修整,轧辊可以在机器上修理或拆卸下来均可,在轧辊的弧形槽的尖角上进行修磨,如下图所示,修磨深度看具体情况而定,一般每次修磨0.05~0.1之间,安装上去后,再进行测试是否合适,如不理想时则再稍用修磨,但是如已作过修磨多次后还没有改善轧制出现的飞边,则应从其它方面查找原因,不能再继续作修磨,否则影响轧辊槽的精度。
更多关于辊轧机的咨询或解决办法,可我们联系,我们将竭诚为您服务,本文章属新科炬原创,如需转载请注意出处于http://www.cheats-mobile.com

【下一篇】熔锡炉温控误差解决方法